 تمل
تمل English
English lugha ya Kiswahili
lugha ya Kiswahili  Монгол хэл
Монгол хэл  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Italiano
Italiano  한국어
한국어  Malay
Malay  हिन्दी
हिन्दी  Türkçe
Türkçe  العربية
العربية  Indonesia
Indonesia  український
український  فارسی
فارسی  Latine
Latine  Azərbaycan
Azərbaycan 

مصنوعات







Purlin رول سابق
چھتوں اور دیواروں کو سہارا دینے کے لیے ایک اہم عمارت کے فریم ورک کے طور پر، purlins میں ہلکے وزن اور پائیدار خصوصیات ہیں۔ ایڈوانسڈ پورلن رول میں اکثر خودکار سائز ایڈجسٹمنٹ، میٹریل فیڈنگ، اور پنچنگ کی صلاحیتوں جیسی خصوصیات شامل ہوتی ہیں، جس سے ان کی استعداد اور پیداواری صلاحیت میں اضافہ ہوتا ہے۔
انکوائری بھیجیں۔
مصنوعات کی وضاحت
پروڈکٹ پیرامیٹر
|
آئٹم |
پیرامیٹرز |
|
مواد کی موٹائی |
1.5-2.0 ملی میٹر |
|
کھانا کھلانے کی چوڑائی |
125-422 ملی میٹر |
|
ڈرائیونگ موٹر |
11 کلو واٹ |
|
ہائیڈرولک اسٹیشن پاور |
5.5 کلو واٹ |
|
رولر مواد |
45# سٹیل، ہیٹ ٹریٹڈ، ہارڈ کروم لیپت |
|
شافٹ قطر |
70/55 ملی میٹر |
|
سٹیشن تشکیل دینا |
13 اسٹیشنز |
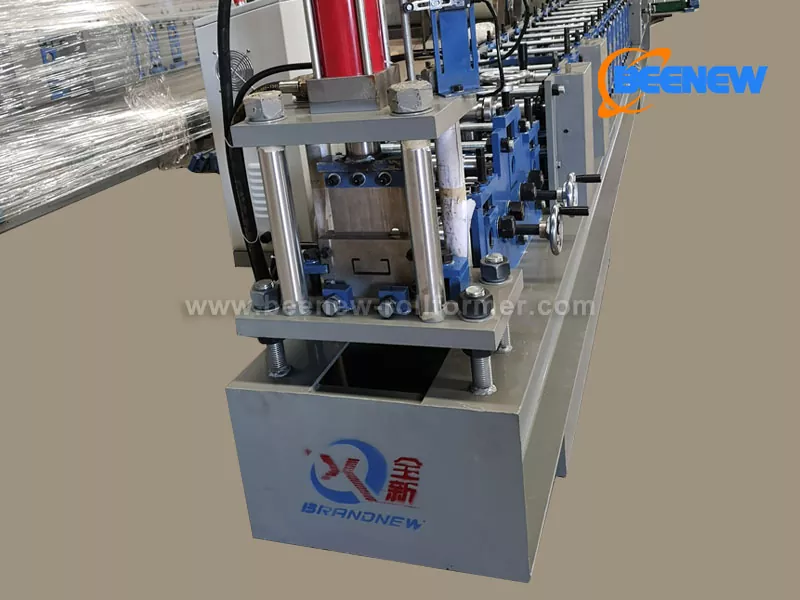
مصنوعات کی تصویر

خصوصیات
purlin مشین مواد کو مطلوبہ purlin پروفائلز، جیسے C، Z یا U شکلوں میں تشکیل دے سکتی ہے۔ یہ ٹیکنالوجی پیداوار میں اعلیٰ درستگی، کارکردگی اور مستقل مزاجی کو یقینی بناتی ہے۔ بینیو رول سابقہ اعلی ٹیکنالوجی کے ساتھ مندرجہ بالا خصوصیات کو یقینی بنانے کے ساتھ ساتھ اعلی درجے کی آٹومیشن کے ساتھ۔ بس آپ کو مطلوبہ purlins کی تعداد اور لمبائی درج کریں۔ PLC کنٹرول سسٹم پھر مشین کو خود بخود چلا سکتا ہے۔
تفصیلات
پوری پورلن بنانے والی مشین گائیڈنگ اور لیولنگ ڈیوائس، پری شیئر اور پنچنگ ڈیوائس، مین رولنگ مل، پوسٹ شیئر اور PLC کیبنٹ پر مشتمل ہے۔
-گائیڈنگ اور لیولنگ ڈیوائس: شیٹ کا تعارف کرنے والا ڈیوائس، دونوں طرف سے ایڈجسٹ گائیڈنگ ڈیوائس، لیولنگ رولرس اور دیگر اجزاء۔ لیولنگ کے لیے اوپری تین اور نچلے چار لیولنگ رولرس کی ساخت کو اپنانا۔

- پری شیئر اور پنچنگ ڈیوائس:
دم کاٹنے کے لیے ہائیڈرولک فرنٹ شیئر؛ ہائیڈرا پنچنگ ڈیوائس کو کاٹنے کے دوران رکنے کی ضرورت ہوتی ہے۔ چھدرن سانچوں کی تعداد کسٹمر کی پیداوار کی ضروریات کے مطابق اپنی مرضی کے مطابق ہے

مرکزی رولنگ مل: 13 سٹیشن بنانے کے لیے۔ تمام شافٹ اور رولرس ٹھوس اور عمدہ پروسیس شدہ ہیں۔ اگر دبانے والے مواد کی طاقت اور موٹائی خاص ہے تو، رولرس کا مواد اعلی طاقت اور خصوصی علاج کے ساتھ مولڈ اسٹیل سے بنایا جائے گا۔

-پوسٹ شیئر: بننے کے بعد مونڈنا؛ یونیورسل قینچ، تین بلیڈ کی ساخت، بلیڈ کی چوڑائی اور اونچائی سایڈست؛ بلیڈ مواد CR12MVO؛

-PLC کابینہ۔
پوری اومیگا رول بنانے والی مشین کو ہیومن مشین انٹرفیس کے ساتھ PLC کے ذریعے کنٹرول کیا جاتا ہے۔ آپریٹر سیٹ پروگرام (پروگرام ایبل کنٹرول) کے ذریعے خود بخود چلتا ہے اور کنٹرول کے عمل کی نگرانی کرتا ہے، آپریٹر کو پروڈکشن لائن کو کنٹرول کرنے اور کنٹرول کے پیرامیٹرز میں ترمیم کرنے کا احساس کرتا ہے، اور آلات کے چلنے کی حالت، چلنے والے پیرامیٹرز اور غلطی کے اشارے کی حقیقی وقت کی نگرانی کرتا ہے۔ حصوں کی لمبائی کی ڈیجیٹل ترتیب، حصوں کی لمبائی کو ایڈجسٹ کیا جا سکتا ہے. سامان کی آپریٹنگ حیثیت اور غلطی کے اشارے کی اصل وقت کی نگرانی۔

ہاٹ ٹیگز: Purlin رول سابق، چین، صنعت کار، سپلائر، فیکٹری
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








X
ہم آپ کو براؤزنگ کا بہتر تجربہ پیش کرنے ، سائٹ ٹریفک کا تجزیہ کرنے اور مواد کو ذاتی نوعیت دینے کے لئے کوکیز کا استعمال کرتے ہیں۔ اس سائٹ کا استعمال کرکے ، آپ کوکیز کے ہمارے استعمال سے اتفاق کرتے ہیں۔
رازداری کی پالیسی